 PXS (Comet)
PXS (Comet) Высоковольтные кабели для рентгеновских аппаратов
Высоковольтные кабели для рентгеновских аппаратов- Продукция / Системы для измерения геометрических параметров с повышенной точностью
Системы для измерения геометрических параметров с повышенной точностью
Большинство современных приборов измерения геометрических параметров используют лазерные сканеры, которые обеспечивают высокую оперативность и бесконтактность процесса измерений. В основе работы данных сканеров лежит принцип лазерной триангуляции.
Оптическая лазерная триангуляция – один из самых точных и быстрых способов получения цифровых трехмерных моделей реальных объектов. Метод лазерной триангуляции основан на освещении объекта лазерным лучом и регистрации отраженного от объекта излучения с помощью прибора с зарядовой связью (ПЗС-матрицы) или иного регистрирующего оборудования.
Принцип действия системы оптической лазерной триангуляции состоит в следующем (см. рисунок 1). Источник лазерного излучения под определенным углом освещает объект лазерным лучом. Изображение объекта с лазерным лучом на его поверхности регистрируется цифровой видеокамерой. Путем анализа данного цифрового изображения вычисляются трехмерные координаты точек его поверхности, на которых присутствует лазерный луч.
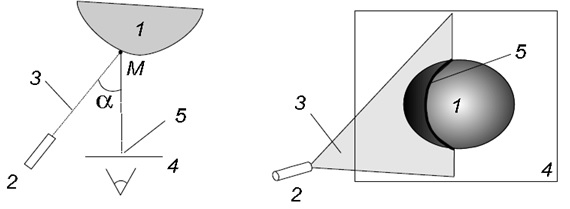
1 – сканируемый объект; 2 – лазер с цилиндрической линзой; 3 – лазерный луч;
4 – экранная плоскость камеры; 5 – проекция лазерного луча на экранную плоскость камеры,
повторяющая форму объекта
Сканирование всего объекта осуществляется путем синхронного смещения лазерного луча и камеры вдоль всей его поверхности.
Для корректного вычисления трехмерных координат поверхности сканируемого объекта необходимо знать взаимное расположение лазера и видеокамеры (т.е. приёмника рассеянного излучения) в пространстве. Для этого лазер и приёмник обычно объединяют в единый корпус, а их взаимное положение жёстко фиксируют.
В 2D сканерах используют двухмерные светочувствительные матрицы. Одна из координат активного пикселя матрицы определяет расстояние до сканируемого объекта, а вторая координата определяет вид проекции сканируемого объекта (рисунок 2).
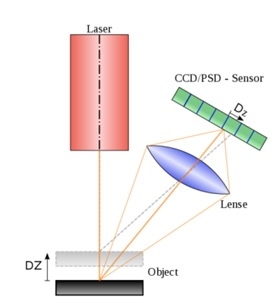
Для фокусировки рассеянного на поверхности сканируемого изделия лазерного излучения, перед светочувствительной матрицей устанавливают собирающую линзу. Расстояние до сканируемого объекта Z определяется координатой пикселя матрицы, на который сфокусировалось излучение.
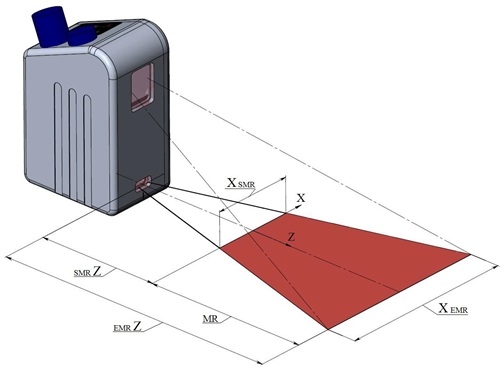
На рисунке 3 приведён общий вид лазерного 2D сканера, который используется в системах контроля геометрических параметров ООО «Локус». Излучение полупроводникового лазера формируется в виде линии и проецируется на объект. Рассеянное на объекте излучение объективом собирается на двумерной CMOS-матрице. Полученное изображение контура объекта анализируется сигнальным процессором, который рассчитывает расстояние до объекта (координата Z) для каждой из множества точек вдоль лазерной линии на объекте (координата Х). Сканеры характеризуются началом рабочего диапазона (SMR) по координате Z, рабочим диапазоном (MR) по координате Z, рабочим диапазоном по координате Х в начале рабочего диапазона по Z (Xsmr) и в конце рабочего диапазона по Z (Xemr).
В зависимости от особенностей поверхности сканируемого объекта, лазерное излучение может по-разному рассеиваться на этой поверхности. Так, зеркальные поверхности отражают падающий на них поток преимущественно в плоскостях падающих лучей и под углом, равным углу падения, что осложняет их регистрацию камерой сканера. Полупрозрачные материалы создают фантомные отклики на матрице сканера и, как следствие искажают результаты измерений координат точек. Отражение лазерного луча от материалов с высоким коэффициентом поглощения может быть недостаточным для регистрации его на матрице или, как минимум, снизить соотношение сигнал-шум.
Однако опытные разработчики систем измерения и контроля геометрических параметров изготавливают эффективные и многофункциональные приборы и системы, охватывающие крайне широкую номенклатуру контролируемых материалов и изделий, от полимерных композитов до металлических сплавов.
ООО "ЛОКУС" занимается разработкой и производством автоматизированных систем для бесконтактного измерения с повышенной точностью геометрических параметров различных объектов контроля.
Принцип работы систем основан на применении триангуляционного метода измерения расстояния до объекта с использованием лазерных датчиков.
Узкий луч лазера, излученный из датчика, падает на поверхность, расстояние до которой необходимо измерить. Диффузно-рассеянная составляющая отраженного от поверхности света собирается в некоторой точке матрицы приемника света. Положение этой точки фиксируется микроконтроллером, интегрированным в датчик. При смещении поверхности из точки А в точку В положение точки на матрице изменяется. Это положение однозначно связано с расстоянием до отражающей поверхности. По положению точки на матрице определяют это расстояние. Точность определения расстояния зависит от многих факторов и, в основном, определяется соотношением между размером матрицы в пикселах и диапазоном расстояний, измеряемых датчиком.