 PXS (Comet)
PXS (Comet) Высоковольтные кабели для рентгеновских аппаратов
Высоковольтные кабели для рентгеновских аппаратов- Статьи / Экспериментальная апробация средств и методики активного теплового контроля вертолётных лопастей из композиционных материалов
Экспериментальная апробация средств и методики активного теплового контроля вертолётных лопастей из композиционных материалов
05.07.2023
Котовщиков Илья Олегович (Kotovshchikov I.O.)¹,², аспирант, ведущий инженер-разработчик
E-mail: kotovshchikov.ilya@mail.ru
Телефон: +7-999-213-25-78
Руководитель: Фёдоров Алексей Владимирович (Fedorov A.V.)¹, доктор техн. наук, доцент
E-mail: avfedorov@itmo.ru
Тел.: +7-911-925-18-86
¹ Университет ИТМО (федеральное государственное автономное образовательное учреждение высшего образования «Национальный исследовательский университет ИТМО»), Факультет систем управления и робототехники, г. Санкт-Петербург
² ООО «Локус» (общество с ограниченной ответственностью «Локус»), г. Санкт-Петербург
Введение
Так как от качества вертолётных лопастей зависит безопасность эксплуатации всего технического средства, технологический процесс изготовления вертолётных лопастей относится к категории особо ответственного производства [1]. Благодаря таким особенностям, как низкая плотность и сравнительно высокие прочностные характеристики, в авиастроении сложилась тенденция постоянного увеличения объёмной доли композиционных материалов. Так, лопасти на основе стеклопластиков (далее по тексту – стеклопластиковые лопасти) широко используются в вертолётах Ми-8, Ми-8Т, Ми-171, Ми-26, «Ансат», Ка-52, и др. На сегодняшний день разработана технология изготовления нового поколения вертолётных лопастей на основе углепластика (далее по тексту – углепластиковые лопасти) [2], однако не разработана технология неразрушающего контроля (НК) качества данных изделий. С целью обеспечения преемственности технологий, разрабатываемые методы и средства НК, входящие в новую технологию контроля, должны обеспечивать выявление дефектов как в серийных стеклопластиковых лопастях, так и в перспективных углепластиковых.
Автором предлагается новая автоматизированная установка (рисунок 1) и методика НК вертолётных лопастей из композиционных материалов, основанные на реализации метода активного теплового контроля (АТК). Активный тепловой контроль (АТК) широко применяется для неразрушающего контроля (НК) изделий из композиционных материалов на наличие производственных и эксплуатационных внутренних дефектов. В стандарте [3] рекомендуется использовать один из методов АТК – метод активной (инфракрасной) термографии для поиска расслоений, нарушения адгезии, пустот и трещин в композиционных материалах. Подчёркивается высокая производительность метода и разнообразие контролепригодных материалов, изделий и выявляемых дефектов.
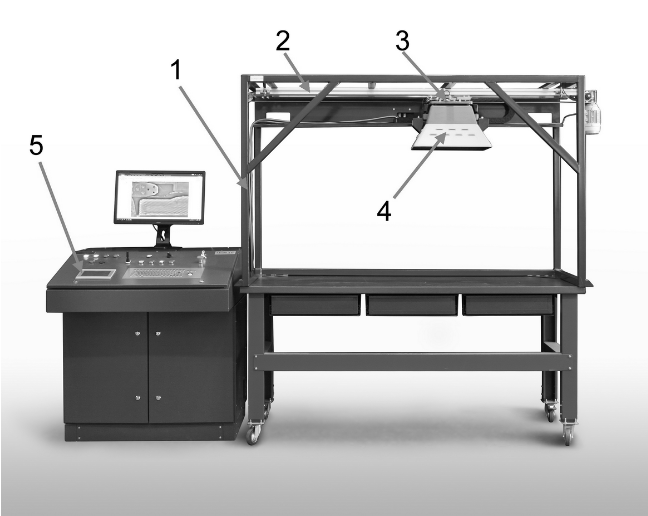
Рисунок 1 – Общий вид разработанной автоматизированной системы:
1 – опорная рама; 2 – моторизированная ось сканирования – Ось Х;
3 – моторизированная ось Y; 4 – блок сбора информации (термограф); 5 – пульт управления системой [4]
Метод активной термографии, интенсивно развивается в последние десятилетия, что связано с появление на рынке сверхчувствительных тепловизоров нового поколения и высокопроизводительных компьютеров. Развитие метода способствует расширению его областей его применения. Так, благодаря высокой оперативности и достоверности контроля, системы НК на основе методов Активного теплового контроля (АТК) всё чаще рассматриваются в качестве эффективного решения задач контроля изделий из композиционных материалов. [5-6]
В исследовании [7], проведённом специалистами «Boing» проведено сравнение существующих методов НК композиционных материалов авиационного назначения. Авторы выделяют следующие дефекты, подлежащие выявлению с помощью тепловых методов: пористость, расслоения, инородные включения, непроклеи, трещины и складки. Авторы, также, выделяю метод термографии, как один из самых эффективных для НК слоистых материалов, сэндвич-структур, сотовых и тонкостенных конструкций.
Несмотря на то, что метод активной термографии является одним из наиболее эффективных и перспективных методов НК авиационных изделий из композиционных материалов, данный метод не используется на сегодняшний день ни на одном производственном предприятии вертолётной отрасли в России. Применение метода активной термографии для контроля вертолётных лопастей из композиционных материалов сдерживается недостаточными объёмами доказательной и нормативной баз по данной проблеме.
Разработанная установка подробно описана в [4]. Предлагаемая методика НК содержит алгоритм использования разработанной установки и определённые параметры режимов работы данной установки, позволяющие выявить дефекты типа расслоений, непроклеев и отслоений обшивки в вертолётных лопастях из композиционных материалов с максимальным значением температурного контраста данных дефектов. Процесс определения параметров режимов работы установки Активного теплового контроля (АТК) вертолётных лопастей из композиционных материалов с помощью разработанной автором методики описан в [8].
В данной работе изложены результаты экспериментальной апробации разработанных средств и методики Активного теплового контроля (АТК) вертолётных лопастей из композиционных материалов. Также приведено количественное сравнение достоверности контроля разработанными средствами Активного теплового контроля (АТК) по разработанной методике с достоверностью контроля наиболее распространённым на сегодняшний день методом контроля вертолётных лопастей из композиционных материалов – методом свободных колебаний.
Результаты и обсуждение
Экспериментальная апробация проводилась в производственных условиях, на участке НК цеха стапельной склейки вертолётных лопастей из композиционных материалов. Для экспериментальной апробации были изготовлены два образца лопастей:
- образец стеклопластиковой лопасти с имитаторами дефектов типа отслоения обшивки хвостового отсека (далее по тексту – отслоение) и непроклея в зоне склейки (далее по тексту – непроклей) различного размера и глубины залегания. Общий вид образца приведён на рисунке 2, а;
- образец углепластиковой лопасти с имитаторами дефектов типа отслоения и расслоения внутри обшивки (далее по тексту – расслоение) различного размера и глубины залегания. Общий вид образца приведён на рисунке 2, б.
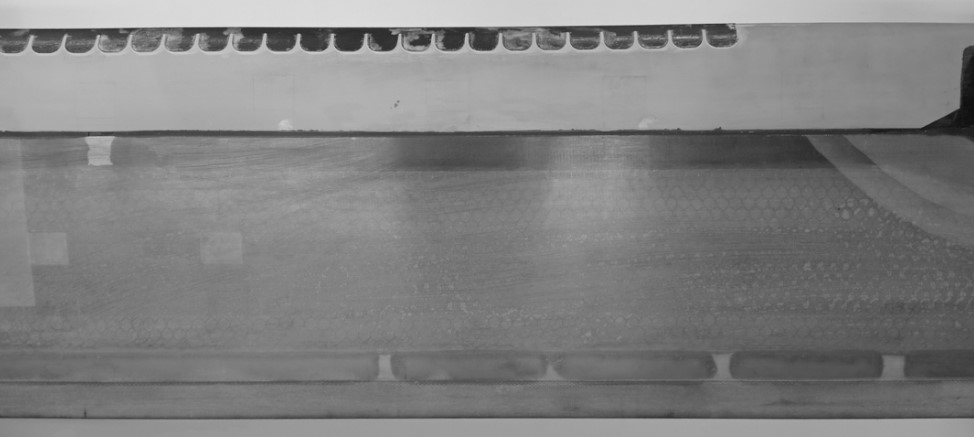
а
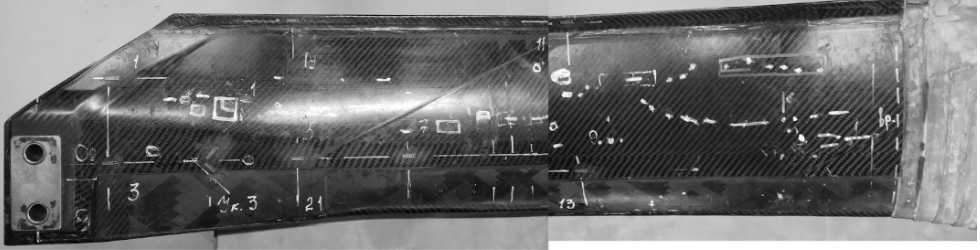
б
Рисунок 2 – Общий вид образцов лопастей для апробации средств и методики активного теплового контроля: а – образец стеклопластиковой лопасти; б – образец углепластиковой лопасти
На образцы были подготовлены паспорта, в которых были указаны параметры заложенных дефектов (размеры, координаты, количество), которые далее будут приняты за истинные параметры. Соответствие данной информации действительности было подтверждено методами визуально-оптического контроля (для визуально различимых дефектов) и препарацией образца углепластиковой лопасти в месте наличия дефекта.
Каждый образец был проконтролирован с помощью разработанной в автоматизированной установки Активного теплового контроля (АТК) по разработанной методике. К контролю были привлечены поочередно 5 операторов-дефектоскопистов различного уровня подготовки.
Каждый образец был также проконтролирован пятью операторами-дефектоскопистами в ручном режиме методом свободных колебаний с применением визуально-оптического метода, по используемой на сегодняшний день на производственном предприятии методике контроля вертолётных лопастей из композиционных материалов.
В таблицах 1 и 2 приведены результаты контроля образца стеклопластиковой лопасти используемыми на сегодняшний день средствами и методикой и с помощью разработанной системы и методики соответственно. В таблицах 3 и 4 приведены аналогичные результаты для образца углепластиковой лопасти. Количество истинноположительных результатов соответствует количеству операторов, выявивших заложенный дефект. Количество ложноположительных результатов nпер ,-.соответствует количеству ложных индикаций, то есть ошибкам первого рода – ситуации, когда оператор обнаружил дефект в истинно бездефектной области. Количество ложноотрицательных результатов nпр ,-.соответствует количеству операторов, пропустивших дефект, то есть ошибкам второго рода. Общее количество заложенных дефектов (истинных результатов) каждого типоразмера обозначено в таблицах буквой N.
Таблица 1 – Результаты контроля образца стеклопластиковой лопасти методом свободных колебаний с применением визуально-оптического метода, по используемой на сегодняшний день методике контроля
|
Тип дефекта |
Толщина дефекта Sd, мм |
Поперечный размер дефекта, мм |
Глубина залегания дефекта zd, мм |
Количество истинно-положительных результатов |
nпр,-. |
,-.nпер |
N |
|---|---|---|---|---|---|---|---|
|
Отслоение |
0,05 |
5 × 5 |
0,4 |
4 |
1 |
3 |
5 |
|
0,05 |
8 × 8 |
0,4 |
4 |
1 |
5 |
||
|
0,05 |
10 × 10 |
0,4 |
5 |
0 |
5 |
||
|
0,05 |
15 × 15 |
0,4 |
5 |
0 |
5 |
||
|
0,05 |
20 × 20 |
0,4 |
5 |
0 |
5 |
||
|
0,05 |
25 × 25 |
0,4 |
5 |
0 |
5 |
||
|
Непроклей |
0,05 |
5 × 5 |
0,4 |
3 |
2 |
4 |
5 |
|
0,05 |
10 × 10 |
0,4 |
4 |
1 |
5 |
||
|
0,05 |
15 × 15 |
0,4 |
5 |
0 |
5 |
||
|
0,05 |
5 × 5 |
0,45 |
3 |
2 |
5 |
||
|
0,05 |
10 × 10 |
0,45 |
5 |
0 |
5 |
||
|
0,05 |
15 × 15 |
0,45 |
5 |
0 |
5 |
||
|
0,1 |
5 × 5 |
0,45 |
4 |
1 |
5 |
||
|
0,1 |
10 × 10 |
0,45 |
5 |
0 |
5 |
||
|
Итого в образце стеклопластиковой лопасти |
62 |
8 |
7 |
70 |
|||
Таблица 2 – Результаты контроля образца стеклопластиковой лопасти методом активного теплового контроля с применением разработанной системы и предложенной методике контроля
| Тип дефекта |
Толщина дефекта Sd, мм |
Поперечный размер дефекта, мм | Глубина залегания дефекта zd, мм | Количество истинно-положительных результатов | nпр,-. | ,-.nпер | N |
| Отслоение |
0,05 |
5 × 5 | 0,4 | 5 | 0 | 0 | 5 |
| 0,05 | 8 × 8 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 10 × 10 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 20 × 20 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 25 × 25 | 0,4 | 5 | 0 | 5 | ||
| Непроклейка | 0,05 | 5 × 5 | 0,4 | 1 | 4 | 3 | 5 |
| 0,05 | 10 × 10 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 5 × 5 | 0,45 | 2 | 3 | 5 | ||
| 0,05 | 10 × 10 | 0,45 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,45 | 5 | 0 | 5 | ||
| 0,05 | 5 × 5 | 0,45 | 5 | 0 | 5 | ||
| 0,05 | 10 × 10 | 0,45 | 5 | 0 | 5 | ||
| Итого в образце стеклопластиковой лопасти | 6 | 63 | 7 | 3 | 70 | ||
Таблица 3 – Результаты контроля образца углепластиковой лопасти методом свободных колебаний с применением визуально-оптического метода, по используемой на сегодняшний день методике контроля
| Тип дефекта |
Толщина дефекта Sd, мм |
Поперечный размер дефекта, мм | Глубина залегания дефекта zd, мм | Количество истинно-положительных результатов | nпр,-. | ,-.nпер | N |
| Отслоение | 0,05 | 10 × 10 | 0,8 | 2 | 3 | 5 | 5 |
| 0,05 | 15 × 15 | 0,8 | 3 | 2 | 5 | ||
| 0,05 | 20 × 20 | 0,8 | 4 | 1 | 5 | ||
| Расслоение | 0,05 | 5 × 5 | 0,2 | 0 | 5 | 2 | 5 |
| 0,05 | 10 × 10 | 0,2 | 0 | 5 | 5 | ||
| 0,05 | 15 × 15 | 0,2 | 0 | 5 | 5 | ||
| 0,05 | 5 × 5 | 0,4 | 0 | 5 | 5 | ||
| 0,05 | 10 × 10 | 0,4 | 0 | 5 | 5 | ||
| 0,05 | 15 × 15 | 0,4 | 0 | 5 | 5 | ||
| 0,05 | 5 × 5 | 0,6 | 0 | 5 | 5 | ||
| 0,05 | 10 × 10 | 0,6 | 0 | 5 | 5 | ||
| 0,05 | 15 × 15 | 0,6 | 0 | 5 | 5 | ||
| Итого в образце углепластиковой лопасти | 9 | 51 | 7 | 60 | |||
Таблица 4 – Результаты контроля образца углепластиковой лопасти методом активного теплового контроля с применением разработанной системы и предложенной методике контроля
| Тип дефекта |
Толщина дефекта Sd, мм |
Поперечный размер дефекта, мм | Глубина залегания дефекта zd, мм | Количество истинно-положительных результатов | nпр,-. | ,-.nпер | N |
| Отслоение | 0,05 | 10 × 10 | 0,8 | 5 | 0 | 2 | 5 |
| 0,05 | 15 × 15 | 0,8 | 5 | 0 | 5 | ||
| 0,05 | 20 × 20 | 0,8 | 5 | 0 | 5 | ||
| Расслоение | 0,05 | 5 × 5 | 0,2 | 4 | 1 | 2 | 5 |
| 0,05 | 10 × 10 | 0,2 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,2 | 5 | 0 | 5 | ||
| 0,05 | 5 × 5 | 0,4 | 2 | 3 | 5 | ||
| 0,05 | 10 × 10 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,4 | 5 | 0 | 5 | ||
| 0,05 | 5 × 5 | 0,6 | 3 | 2 | 5 | ||
| 0,05 | 10 × 10 | 0,6 | 5 | 0 | 5 | ||
| 0,05 | 15 × 15 | 0,6 | 5 | 0 | 5 | ||
| Итого в образце углепластиковой лопасти | 54 | 6 | 4 | 60 | |||
Из таблиц 1 и 2 видно, что применение разработанных системы и методики НК позволяет выявлять дефекты типа отслоения и непроклея размером от 10×10 мм, что соответствует минимальному размеру недопустимых дефектов в соответствии с ТУ на стеклопластиковые лопасти. Из приведённых выше таблиц видно, что в результатах контроля образца стеклопластиковой лопасти активным тепловым методом наблюдаются разногласия в ответах операторов по 2 дефектам, в то время как используемые на сегодняшний день средства и методика НК дают различия в результатах контроля по 6 дефектам в том же образце. Таким образом, повторяемость результатов контроля при использовании метода свободных колебаний ниже, чем при использовании разработанной системы активного теплового контроля. Низкая повторяемость контроля снижает и достоверность контроля используемыми на сегодняшний день средствами и методикой (см. таблицу 5). Метод свободных колебаний, реализованный в рамках настоящих экспериментов, относится к органолептическим методам и в высокой степени субъективен, что делает недостижимым высокую повторяемость результатов контроля данным методом.
Из таблиц 3 и 4 видно, что разработанные система и методика НК позволяют выявлять дефекты в углепластиковых вертолётных лопастях обоих рассмотренных типов (отслоение и расслоение) размером от 5 × 5 мм и на глубине до 0,825 мм, в то время как метод свободных колебаний не позволяет выявлять дефекты типа расслоения ни одного из рассматриваемых типоразмеров.
В соответствии с [9], была оценена достоверность результатов контроля по следующей формуле:

где Д – достоверность контроля; nп.о. – сумма правильно выявленных дефектов; N – общее количество заложенных дефектов и указанных в паспорте на образец лопасти; nпер – перебраковка (сумма ошибок первого рода); nпр – пропуск дефектов (сумма ошибок второго рода).
Результаты количественной оценки достоверности контроля вертолётных лопастей из композиционных материалов с помощью разработанных средств и методики и с помощью используемых на сегодняшний день средств и методики НК приведены в таблице 5. Количественная оценка проводилась по формуле (1) и учитывает количество ошибок первого и второго рода.
Таблица 5 – Результаты количественной оценки достоверности контроля вертолётных лопастей из композиционных материалов
| Тип лопасти | Достоверность контроля с помощью используемых на сегодняшний день средств и методики НК методом свободных колебаний с использованием визуально-оптического метода | Достоверность контроля с помощью разработанных средств и методики активного теплового контроля |
| Стеклопластиковая | 0,78 | 0,86 |
| Углепластиковая | 0,03 | 0,83 |
Заключение
На основе полученных результатов можно сделать следующие основные выводы:
- Разработанные средства и методика активного теплового контроля позволяют выявлять дефекты типа отслоения стеклопластиковой обшивки от сотового блока размером от 5 × 5 мм и дефекты типа непроклея размером от 10 × 10 мм в автоматическом режиме с достоверностью контроля не менее 0,8.
- Такие особенности углепластиковых лопастей, как непрозрачность и особенности упругих свойств материала обшивки делают непригодными существующие технологии НК вертолётных композитных лопастей для решения задачи контроля углепластиковых лопастей, а разработанные средства и методика контроля позволяют выявлять в данных изделиях дефекты типа расслоений в обшивке и отслоения обшивки от наполнителя размером от 5 × 5 мм.
- Внедрение в производственный цикл изготовления вертолётных лопастей из композиционных материалов автоматизированных средств Активного теплового контроля АТК, позволит повысить достоверность контроля по сравнению с используемыми на сегодняшний день средствами и методиками НК, основанными на реализации метода свободных колебаний и визуально-оптического метода.
Список литературы
- Дорошенко, Н. И. Применение ПКМ в конструкции лопастей винтов вертолетов / Полимерные композиционные материалы для авиакосмической отрасли: Материалы Всероссийской научно-технической конференции, Москва, 06 декабря 2019 года. – Москва: Всероссийский научно-исследовательский институт авиационных материалов, 2019. – С. 23-41.
Галиев А.Н., Махотин Д.Н., Мымрин В.Н. Безлонжеронная лопасть винта вертолёта и способ её изготовления. Патент на изобретение № 2683410 C1. Приоритет(ы): Дата подачи заявки: 31.08.2018. Опубликовано:28.03.2019 Бюл. № 10. - ГОСТ Р 56787-2015. Композиты полимерные. Неразрушающий контроль.
- Котовщиков, И. О. Автоматизированный комплекс неразрушающего контроля лопастей из композиционных материалов / И. О. Котовщиков // Композитный мир. – 2020. – № 4(91). – С. 46-50. – EDN JNKWON.
- Будадин О. Н., Кульков А. А. Современное состояние методик и аппаратуры неразрушающего контроля изделий из полимерных композиционных материалов (доклад на III Всероссийской конференции по испытаниям и исследованиям свойств материалов" ТестМат-2013", Москва, ВИАМ, 03-04 декабря 2013 г.) //Новости материаловедения. Наука и техника. – 2014. – №. 1. – С. 9. 41
Чулков, А. О., Нестерук, Д. А., Вавилов, В. П., Шильников, Г. В., Перепелица, А. А., Щепелин, В. Я. Автоматизированный тепловой неразрушающий контроль крупногабаритных изделий. В мире неразрушающего контроля, 23(1), 56-59. (2020). - Босси Р. Х., Джорджесон Г. Е. Неразрушающий контроль композиционных материалов. В мире НК 2019. Том 22. №4. С. 46-53.
Котовщиков, И. О. Моделирование процесса активного теплового контроля авиационных изделий из композиционных материалов / И. О. Котовщиков // VIII международная конференция проблемы механики современных машин: Сборник статей конференции, оз. Байкал, 04–09 июля 2022 года. – Улан-Удэ: Восточно-Сибирский государственный университет технологий и управления, 2022. – С. 331-336. – DOI 10.53980/9785907599055_331. – EDN ABHKZG. - ГОСТ Р 50.04.07-2018. Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме испытаний. Аттестационные испытания систем неразрушающего контроля.